












未来3D打印之HelixJet等离子制造工艺
如今,3D打印有许多不同的形式,英国和德国的研究人员正在探索HelixJet的新角度,HelixJet是一种具有双螺旋电极结构的电容耦合射频等离子体。研究人员在最近出版的“HelixJet:下一代增材制造(3D打印)的创新等离子源”中概述了他们的研究,并将激光烧结(LS)与他们使用Filam等离子射流的数字制造用熔化粉末的新方法进行了比较。螺旋形的,能够根据材料的角度或“螺旋度”旋转。
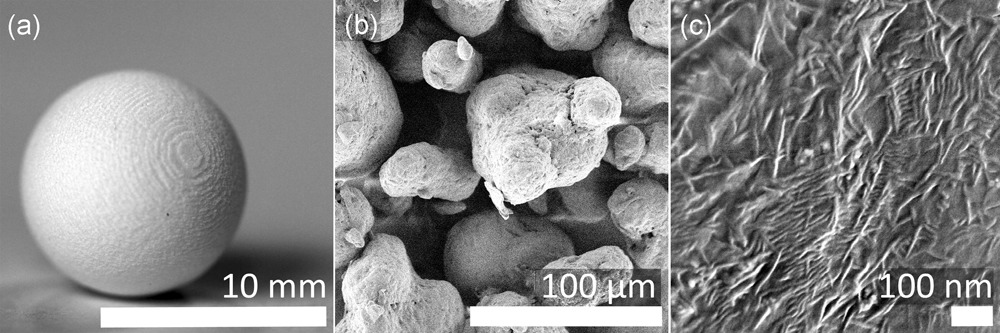
激光烧结聚酰胺球L1。光照(a)通过二次电子的扫描电子显微镜获得的低(b)和高放大率(c)下的表面形态的细节
“为了提供原理证明,选择HelixJet处理聚酰胺12(PA 12)是因为PA 12广泛用于LS工。”研究人员表示。
PA 12具有合适的机械性能和良好的热特性,对于LS工艺具有高度可重复性,但仍然在效率方面提出了挑战 - 以及断裂伸长率,导致失效的孔隙率和较低的延展性等问题。研究人员从EOS获得以下研究:
PA2201(1)
PA2200(2)
PA2221(3)
“这些粉末之间的主要区别在于加工性和部件性能。 PA 12的共同特性已应用于颗粒加热的模拟:块状材料的密度为1.01g / cm 3,导热率为0.51W /(m K),比热容为1.75J /(gK)。请注意,质量密度取决于其形式(粉末或体积)。因此,指定的粉末密度为0.93g / cm 3(PA1和PA2)和0.97g / cm 3(PA3)。
样品在具有默认参数的EOS Formiga P100 LS系统上进行3D打印。 HelixJet通过射频电源连接到两个双螺旋电极,由氩气供电。

在聚酰胺12的等离子体打印中应用的等离子体源和沉积条件的规范
将一个“喷射”的粉末送入等离子体,气体的动量迫使粒子通过等离子体柱。垂直于灯丝定位的电极加速了新等离子体源中灯丝的滑动。
“放电的HS成像实验证实HelixJet中没有形成长丝,但是在管中形成了均匀的辉光放电柱。研究人员表示,只有射频功率频率引起的发射调制仍然存在。
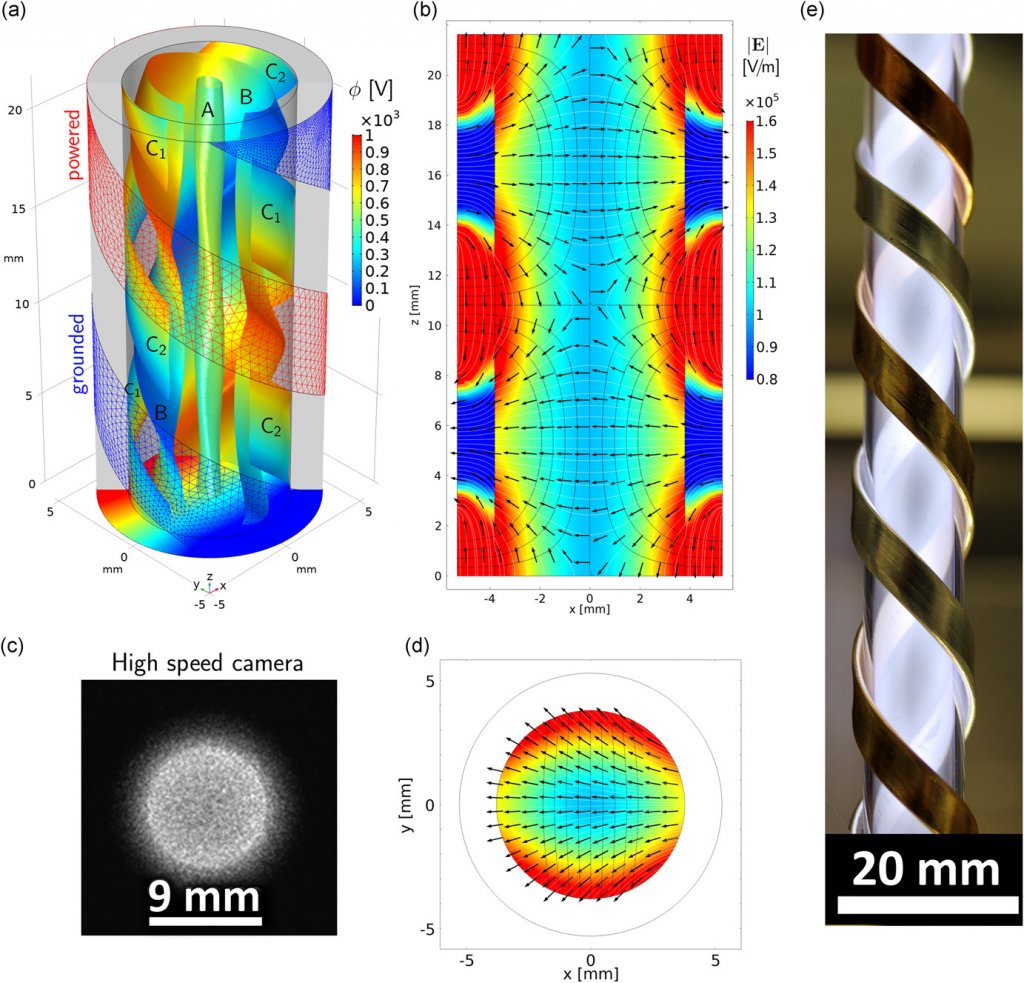
喷射截面中的预测电场限制为两个电极的一圈,在三维图(a)中以y = 0(b)的ax-z切割和在z = 5.4mm(d)的ax-y切割中呈现。(a)中的符号表示具有恒定电场幅度| E |的等值面等于102kV / m(A),130kV / m(B)和174kV / m(C1和C2)。实验观察显示HS相机PI-MAX4拍摄的轴向图像,曝光时间为3 ns(c),佳能EOS 600D(e)拍摄的侧照为1/80秒
实验证明,加热粉末导致熔化表面温度,具有较冷的核心。研究小组将此解释为“自我调节效应”,安装温度和蒸发导致等离子体“淬火”,并使颗粒温度降至熔点以下。
这种效应导致在慢热烧结和LS工艺中发现的形态特征组合的存在,并且能够透视地显示具有相当的材料特性的3D物体的等离子体打印,如SEM和化学分析所证明的那样。
在可行性实验和建模的基础上,使用HelixJet将等离子体制造工艺升级到1 cm3 / min的速度似乎是可能的,尽管需要进一步的工作来将HelixJet转换为全增材制造工具,例如,引入连续粉末进料系统和计算机控制。

照片(a)和HelixJet的红外热像(b)。HS IR相机聚焦在标记为“变焦”的区域,用于粒子温度的IR测量(与图4相比)。 HS IR,高速红外线
3D打印已经成为一种技术,拥有大量的技术、硬件、软件和围绕它的材料 - 化学在当今和使用不同气体方面发挥着重要作用,研究人员研究气体化学,研究它们对金属的影响, 甚至用燃气轮机部件进行创新。

粒子的温度动力学。在T1=6.6×10 4 S(A)和T2=9.3×10 3 S(B)背景温度为350°C后,通过热传导模拟获得颗粒和气体温度;在2 Kfps时,排出物中颗粒的高速红外热成像;颗粒温度:颗粒温度从图3b(c)所示的缩放区域测量,跟踪单粒子运动(d)。请注意,在(c)和(d)中,不同尺寸的粒子是由红外成像光学聚焦到喷射轴引起的。不聚焦的粒子以不同的尺寸和不正确的温度出现。